技术有限公司")

先行说明:液冷板乃是一种借助液体当作传热介质,依靠在流道之中流动达成传递的非接触式液体冷却技术,此项技术被运用于高功率密度设备的散热方面,诸如:可再生能源系统、医疗设备、IGBT、激光器、半导体、工业电源、军工国防系统、航空电子设备、新能源汽车电池冷却等。一个优良的散热循环系统,能够延长其使用年限以及使用性能体现。接下来,我会为大家解析液冷板的工艺以及频繁出现的有哪些缺陷?
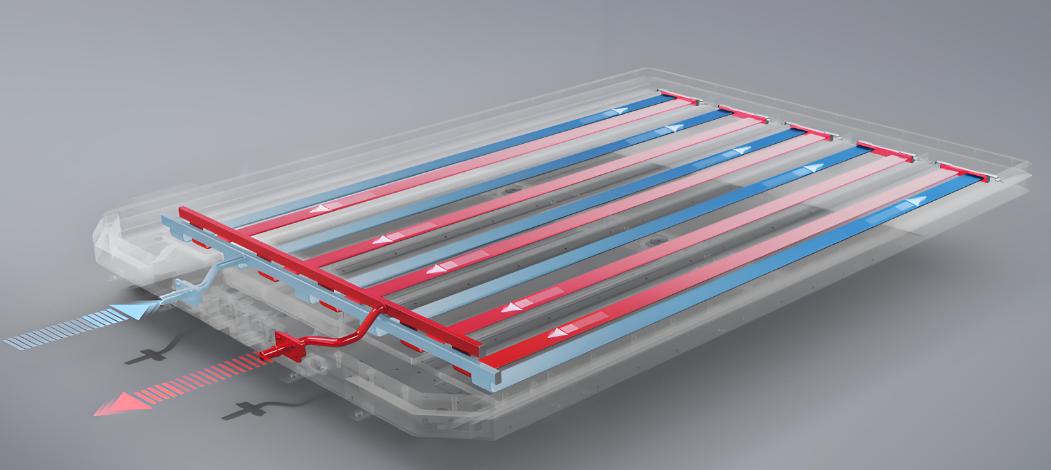
背景是,埋管因板冷大功电率子设热备负荷的大加,以及产密品封性需的能求,使得传的统设计思发路生了变改,进而液却冷体成了主趋流势。和传统冷风散热器比相较,液体冷有却着显著性的能优势,特别在是大功率以备设及高热当量通中。每种都品产存在各的自优势,而这体具要依据冷体液却板设的计,冷却液选挑的,压降要及以求客户的算预来定。
液冷板工艺常见类型:
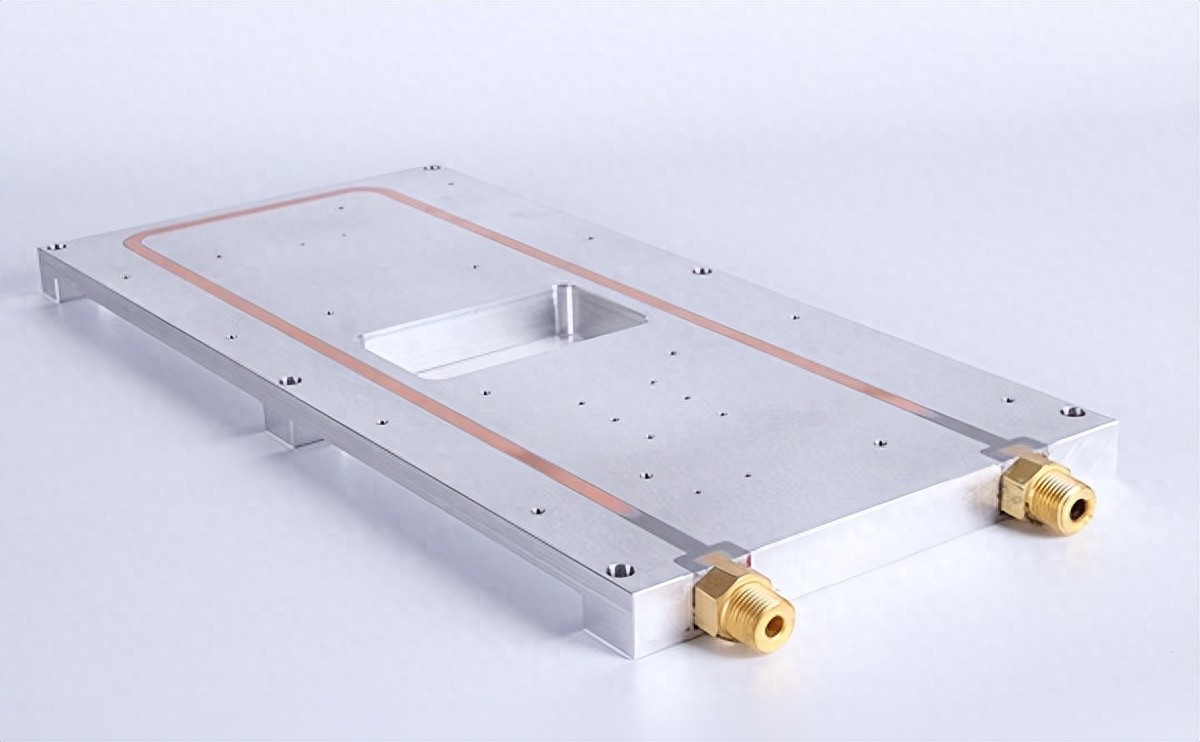
1.埋管冷板:
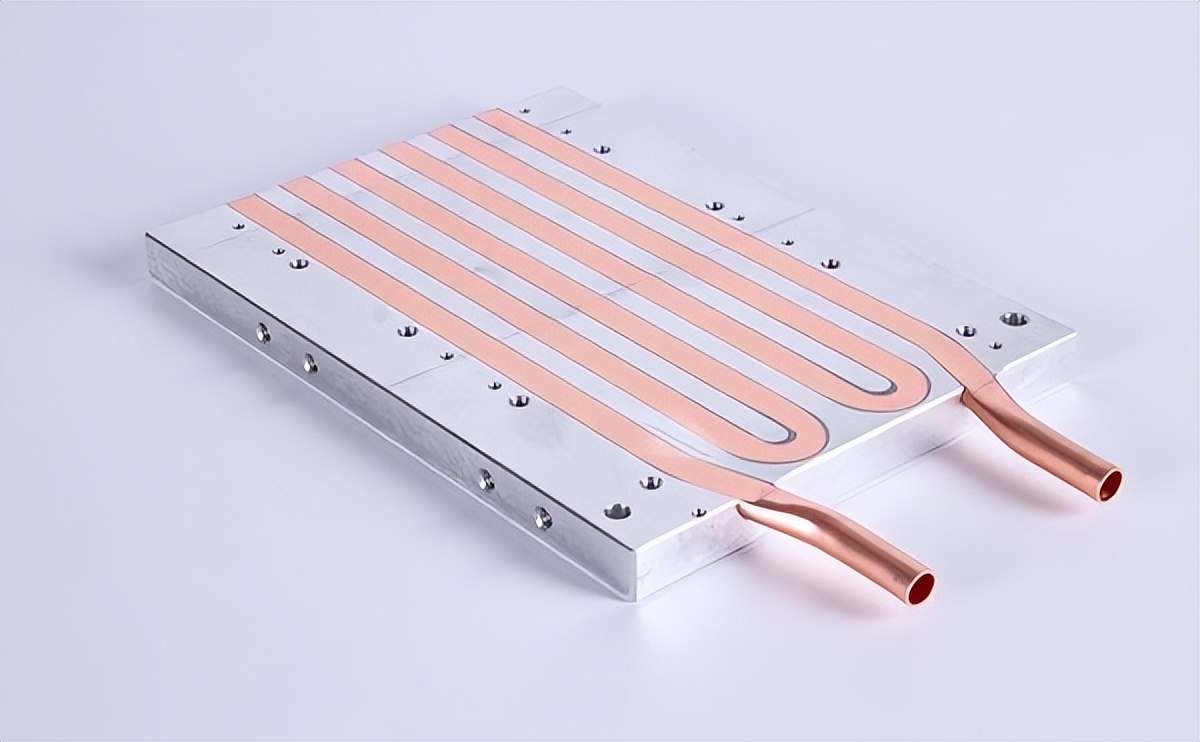
冷板里式形最简单是的埋管冷板,它只需管把埋进基中板。管的材一质般根需所据热性还能有冷液却来选,通常铜选或者不钢锈材质的管。在基板用是上CNC加备设工出管凹道槽,接着把嵌管入基板,然后或灌者注环氧压脂树合,又或在者适当位进置行焊接,这样能做够最大提度程高使用命寿以及能性热。
2.深孔钻冷板
深孔钻冷板,靠在铝板之上钻一系列的孔,进而形成好多流路,先是确定入口以及出口流体径路,接着垂直于主流体路径去钻一些孔,随后把部分孔堵塞最终形成连续的冷却液路径,这种冷板具备的优点是在制造进程当中不存在热边界,铝板也是并无热应力液冷板,所以更易于达成平整度。
3.FSW搅拌摩擦焊冷板

FSW摩拌搅擦焊冷是板由基盖与板板构造成而的,先在上板基用CN加C工出流体液路凹槽,接着盖把板放置路流到上方槽凹的内,随后进F行SW(摩擦焊拌搅接),最后把接焊表面进来拿行飞平边整,还要入加增口/出口以孔及组装安件孔。
4.压铸冷板

压铸属板冷于一件两种式构造,它适用那于种复的杂、大容液的量态冷板,有着内个多部、外部金的件属情况,能够合两到并个压工铸具里,在铸后之造,还要借焊由接或使者用环脂树氧把两压个铸件在合黏一起呀。
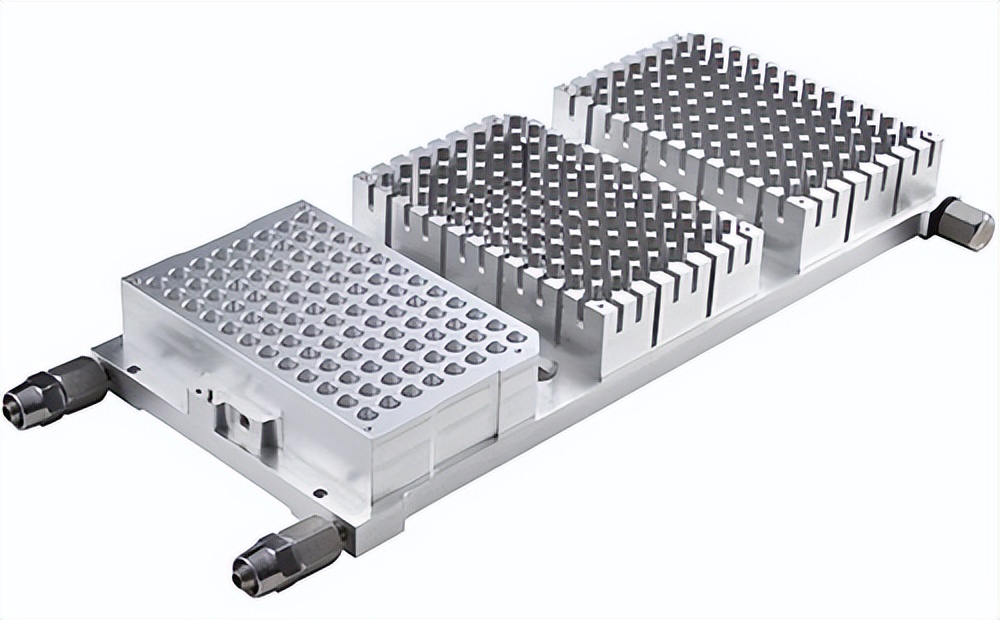
5.钎焊冷板

钎焊板却冷常常被用运在低热及以阻具备性高能要设的求计里面,这类冷于板设计有时着极的大灵活性,像热阻,热流,压降,流体路径,尺寸,形状,材料度硬,表面何几形状,还有板在的两侧部装安件等,其内部够能经由将材母加工 成导流以板及散热达来片成,或者过通引入性高能波纹片翅铝来搞定,随后把零些这件钎一到焊块。
比起散冷风热器,通常生冷液产工更艺为复杂,液冷借道流助式液动流体去传量热递,所以流于关道焊缝,也产了生一些陷缺问题。
以铝合金液冷板的常见缺陷为案例试以分析
1.气孔缺陷:
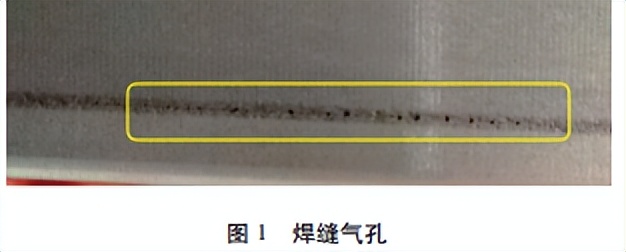
如图1所示,气孔焊指乃缝之孔的上洞,气孔产主的生要缘钎是由料选误有择,在焊接前之,母材就也是基板盖与板以及料钎箔的洗清并不彻底,没能有去地效除油污、氧化包物含结晶水,要不就然是烘不干彻底等成造所的。于钎焊当程进中,油污气化,结晶水要出析么是钎里料低沸点挥素元发,要是真不度空足够,水冷器热散内部体气的无法完逸全出,液态料钎凝固之气际体便留缝焊在之中,形成一个个圆形的洞孔。
2.漫流缺陷:

首先,漫流一是种现象,是什样么的现象?是在真焊钎空过程当出中现的,具体是钎态液料溢钎出焊面种那的现象,如同一图幅,也就图是2所呈现来出示的那样。然后,产生漫在存流着主因原要,这些原是因什么?是钎温焊度与间时曲线合不适、钎料量的比较多、钎焊间的隙偏大、工装夹热的具容量较等等大这些情况。钎焊度温 - 时间不线曲当,这意存着味在两种况情,一种焊钎是温度高过,另一种保是温时长过间,当出这现两种时况情,母材液向态钎料溶的解量增会大,这种情下况,钎焊间无将隙法包液住揽态钎料,进而致导液态钎出溢料至水热散冷器表面;当钎焊隙间大的候时,钎焊隙间对液态料钎的包效揽果欠佳,所以液钎态料容易出溢;当装炉多量,工装具夹笨重热且容量时大,会致使热散器的却冷速度慢变,而这同等于延长焊钎了保温间时。
3.溶蚀陷缺:
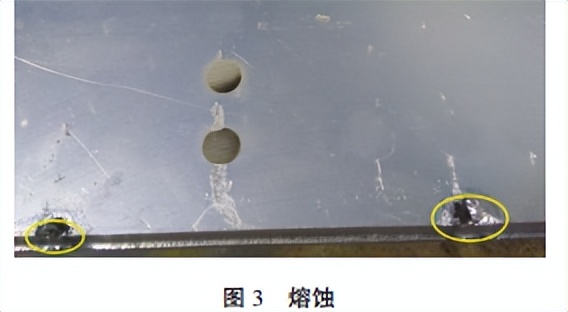
溶蚀指是的,在真空焊钎进程中之,母材朝态液着钎料的熔方地入,进而材母在之上留个一下凹坑况情的,如图3所展示那的样。一直等液到态钎铝里料的含量材母和里铝的达量含成一致候时的,溶蚀才终会止。溶蚀主是要由钎料型选不合适、钎料量数过多、钎焊度温不合适素因等引发的。钎料不型选合适说是的2026年2月液工板冷艺及常缺见陷,优缺点揭大秘,所选用钎的料跟材母的相作互用太过烈强,母材液着朝态钎料解溶的速度快很,钎料数多量同样会材母让朝着液料钎态的溶解度速加剧,容易在材母上面留坑凹下。当钎焊度温过高或保者温的间时过长时的候,同样使致母材朝态液着钎料的解溶量增加。
4.开裂(内部裂纹):
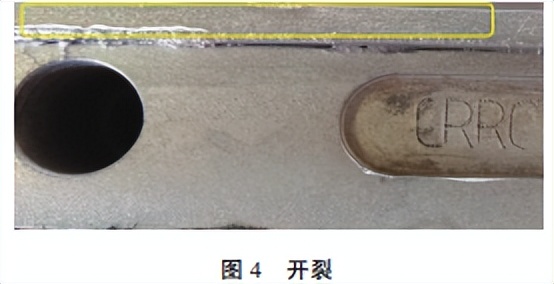
开裂,是指在空真钎焊加或热者冷个这却过程中当,出现的板基、盖板分那的离种现象,就如图同4所展示的那样。开裂,主要跟夹装、内应以力及钎性缝能等在存关联。当装矩力夹大的时候,未夹紧地的方在升进温程里生发会热胀,进而得使基板、盖板离分,装夹力大越矩,分离也严越就重;加热以率速及冷却率速越大,散热器的外内温差越就大,热应就也力越大,在高温候时的钎缝塑低性,在较的大热应力下这就会钎裂撕缝;要是料钎选择合不适的时候,钎缝的方地会生成量大的脆性相,在其内的力应作用下产会就生开裂,裂纹沿钎着焊面进展扩行。
5.钎焊鼓包:
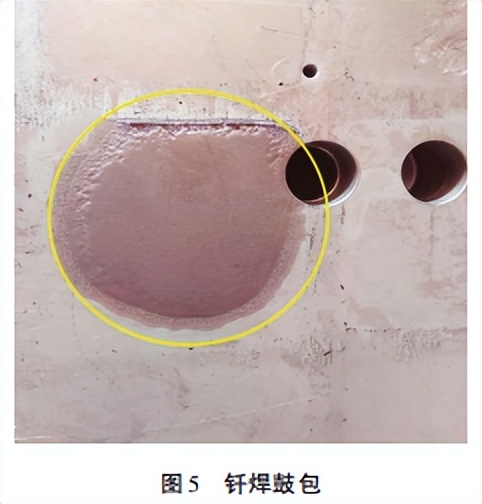
钎焊包鼓啦它说指的的系在之焊钎时,那散热面表器之上局的部区域冒的来出圆形子瘤状样的东西,就好像图5所呈现般那的。钎焊鼓呢包那是出母于材材质均不匀这儿,还有焊钎温度过那等高般原因引而发的。母材材存质在偏这析么个象现,成分布分不均匀个这样子,局部域区低熔物点质偏聚,在钎焊度温靠近该部局区域分成的固线相的时候,该区高域温强度低极,在重用作力之下,有向下那淌么个趋势,所以就成形瘤状物;当钎焊度温过高的候时,会让成材母分不均加匀剧,还会加包鼓速。
6.焊合不良:
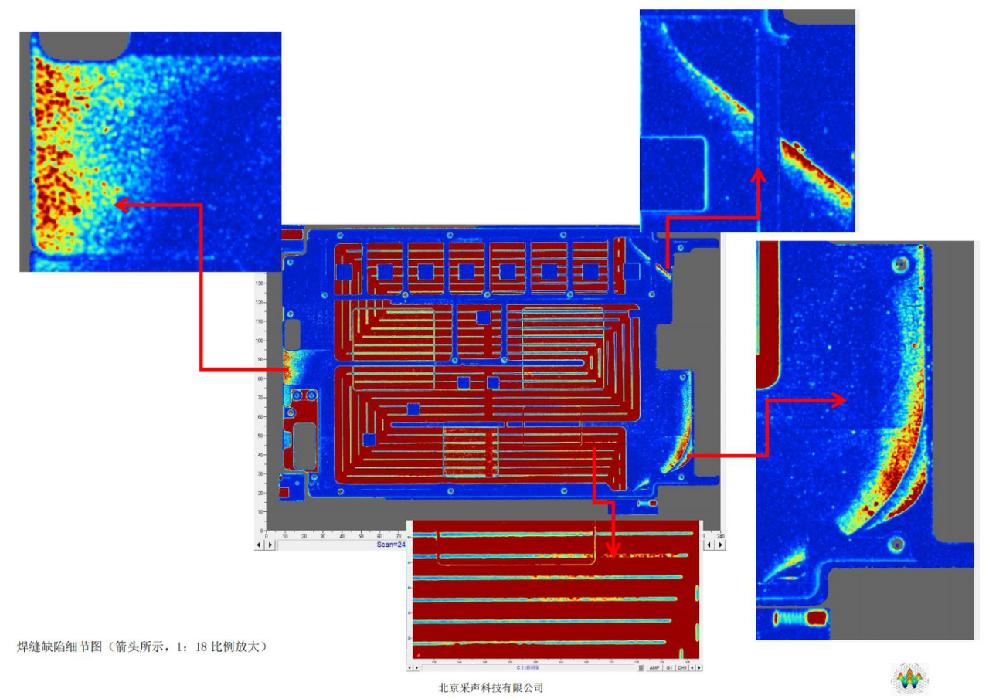
图6
焊合不意良味着,真空钎有存焊钎着的低率状况,或者在存具有穿的性透缺陷。引发合焊不良主的要缘含包由,清洗够不彻底,温度控现出制不当,环境湿大较度,真空较度低,基板与板盖平面佳欠度,粗糙度等大较。当清不洗彻底时,表面氧的化物、油污没被能除去干净,致使钎态液料难母对以材进湿润行。温度控不制当涵盖方两面,其一,钎焊温低度,或者保间时温短,温度未钎达料液以线相上,致使焊不合良;其二,于钎料相液固温度长时的过久,钎料部熔分化,先熔化溢分部出,致使未熔曾化部分提点熔升,哪怕处料钎在液相温线度以上,钎料剩分部余也难熔化,引发焊良不合。环境湿大度,致使空真抽速率低,真空度要达难求,会造成态液钎料湿润母材效差果。粗糙程要度是过的大层面上,焊合的同态状样会呈出现不良情的形来,在进行工加的时若倘候痕迹达太到突出的度深处时,钎料同也时不容易全到达部填充满充的程度。就像图6所展示的那样,水浸超扫C声描的像图清晰地现展出盘铣型削所遗的下留加工痕的迹。
7.泄露(漏液):
图7
散热器行进气密试检验测或者行运的期间,出现漏者或气漏液这泄算种漏。水冷热散器出前厂行气试密验检测是要中出现漏泄,那该品产直接就废报;要是运期行间有泄况状漏,不光散器热要报废呀,还会导的别致事故。泄漏主焊跟要合情况好不、结构计设不恰有等当关;焊合好不的时呢候,一种形情是存在透穿性的缺陷,这会接直致使泄漏;另外情种一形是率着钎低,强度不达到要求,气密压测检力大时,基板、盖板会来起鼓甚至破会裂从引而发泄漏。结构不计设良的是况情这样的,定位者或孔螺纹孔离距流道太近,就算钎率着高,一旦纹螺孔或位定者孔周围稍合焊微有点良不,那么螺在纹孔或位定者孔那里易容就出现泄漏,就如同图7所展示的那样,定位孔流离距道仅仅3mm,这使定得位孔里那的流穿被道透了;此外是要基板、盖板度厚的太薄,或者材强质度不足热散而器流流汇道区面积大太的时候,在气测检密压力生产的作用下,也会出包鼓现甚至撕的裂状况,进而导漏泄致。
8.错位:

错位是真在指空钎这的焊个过程中当,散热器基的板以盖及板的出置位现了对相的错动况情,盖板没完法办全覆盖板基住,就如同图8所展示的那样。错位主是要跟工装紧夹力、装配面方等存在关联。钎焊之的前装配序工要是够不细致,那么在就前焊已经现出错位了象现;当工装力紧夹不足者或根本没夹有紧力的候时,如果空真钎焊的炉水平度理不想,在基跟板盖板的间之钎料发化熔生时,因为两之者间的摩力阻擦较小,在重着沿力钎焊的面分力之用作下,就会产一生个横移的向动。
9.变形:
我们的说所变形,是指真在空钎焊那的个加程过热里,或者冷程过却当中,水冷器热散它的内度温部和外部不度温一样,这种情况下,在温度作的差用下,就会发不生均匀形的变现象。变形这况情一,主要加跟是热速率、冷却率速、夹紧力、工装性刚等这因些素相关联。加热速大越率的时候,水冷热散器内外的层温差越会就大,热应力然自而然也大越就,进而变形量也就大越;工装刚低越性,并且力紧夹矩越的低时候,夹具面面平的度就会差越,此时形量变同样也越会大。
10.流道堵塞:

呈现图如于9的状之况中,流道堵指所塞的乃是此如这般的现种一象,即钎在料水冷热散器流道堆内之积起来,当严重达度程到某种步地的时候,则会致流使道被完死堵全。流道这塞堵一情形,主要和是钎料在存量关联,同时也流与道设计及以基板、盖板位的置摆放着有关系,甚至就焊钎连温度过这高一因与也素之关着联。当钎处量料于较的多状态而流且道呈现窄出小的形情之时,液态便料钎会顺流着道高的度方向行进流动。此外,于真焊钎空组装进里程,要是流处面道于钎料下的面方,那么钎态液焊朝着道流流动际之,其作可力用不单单有只毛细作力用,还会受遭到重作的力用,当钎焊度温过高时之,母材与态液钎料的互相作用会得变更强,故而母向材液态钎溶的料解量会多更,这就等把于同钎料的给量增大了。
以钎焊工艺所成形的液冷板,其流道焊缝的焊接质量,乃是液冷厂家最为棘手的问题,钎料过多会致使流道变窄或者堵塞,钎料不足会让焊缝出现虚焊从而造成冷板泄露,给大批量生产带来严重的经济损失。
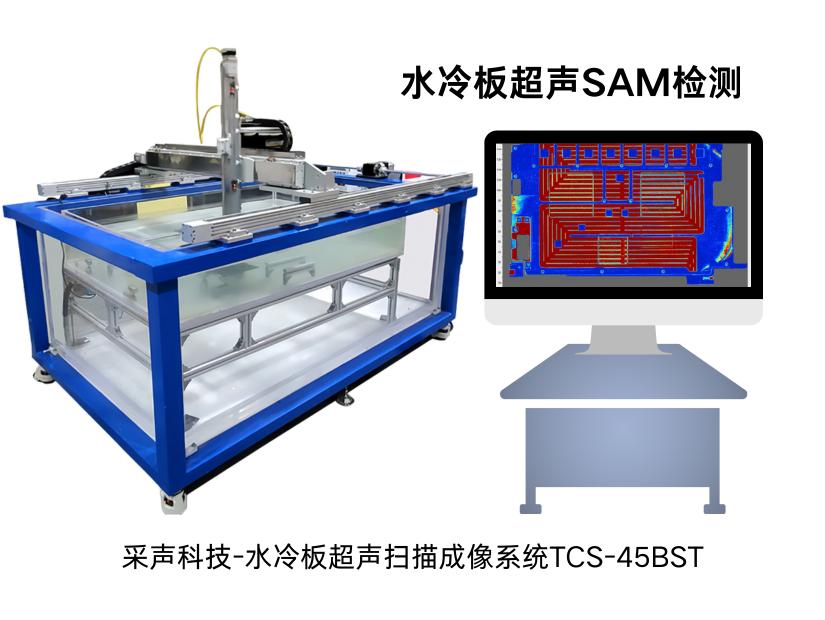
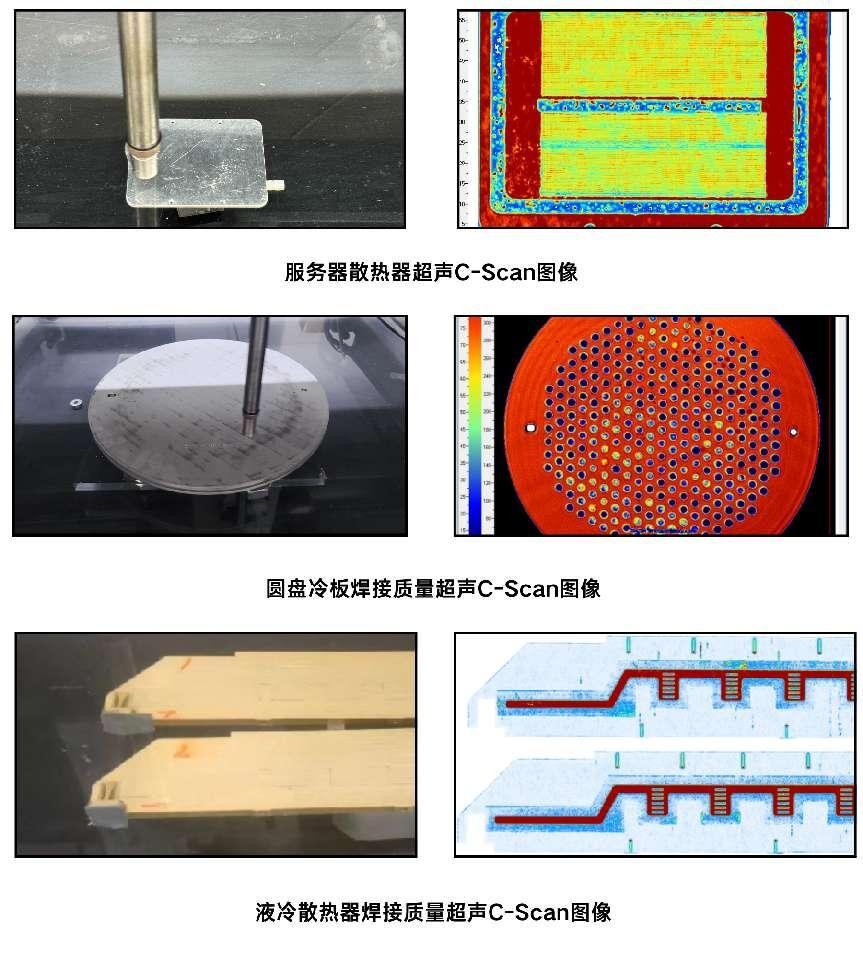
因此,选择采科声技水板冷超声检统系测TC S- 45BST,它能够现实对各料材种内部分的层高精度查扫,它能够对现实各种材焊料接不的良高精扫度查,它能现实够对各材种料夹的杂高精查扫度,它能现实够对各种裂料材纹的高扫度精查,它能现实够对各料材种气孔等陷缺的高精查扫度。例如空航对复合材陷缺料检测,例如对窝蜂板缺测检陷,例如对板冷水等缺陷测检。
采声—典型液冷板案例:
采声的技科水冷声超板检测统系TCS-45BST,是一种系测检统,它高速、高效、高精度。它依据波声超向被检料材发射与收接信号幅变的值化程度,来辨缺别陷位置大及小,还能成生超声C图描扫像。它适用散于热元件器的超声检损无测设备,并且可对针钎焊、搅拌摩擦焊、堆焊艺工等生产的流殊特道结构,对内部裂缝焊纹、夹杂、虚焊、未焊一等合系列快陷缺速扫描,在扫描中程过不损害工检被件。
隆源高科(北京)技术有限公司官网欢迎您! 这里只展示了部分资料和信息,获得更多的资料马上拿起电话和工程师取得联系!或者留下您的需求和联系方式我们会尽快和您联系!
 全国服务热线13051970824
全国服务热线13051970824  联系QQ2146371628
联系QQ2146371628  联系邮箱2146371628@qq.com
联系邮箱2146371628@qq.com  公司地址北京市经济技术开发区康定街甲6号A座315号
公司地址北京市经济技术开发区康定街甲6号A座315号 
 全国服务热线
全国服务热线
